CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH340SER (путь- /driver/).
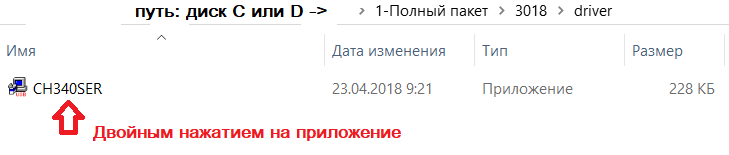
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
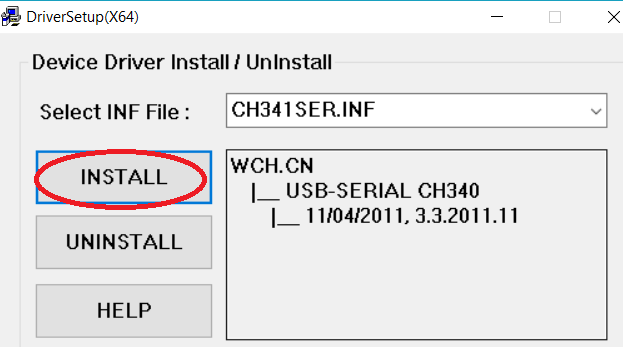
Появляется окно:
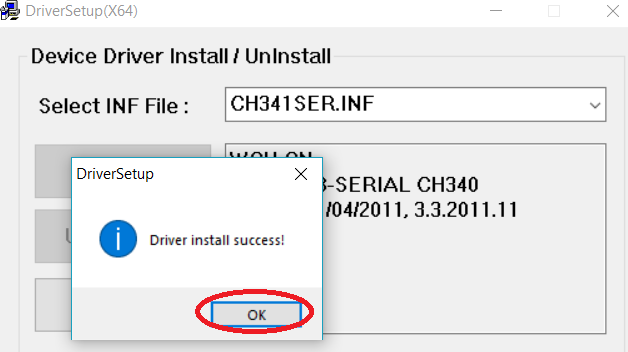
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
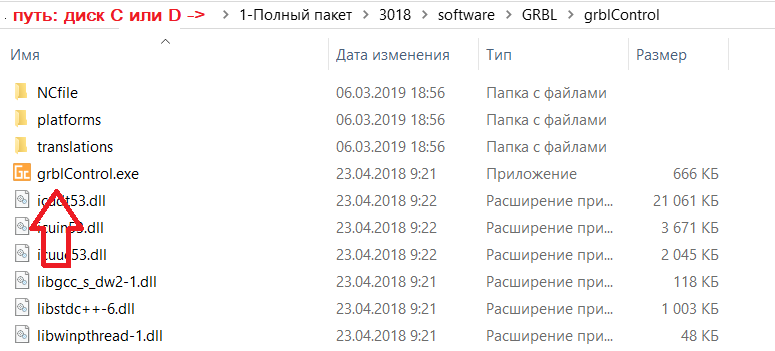
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
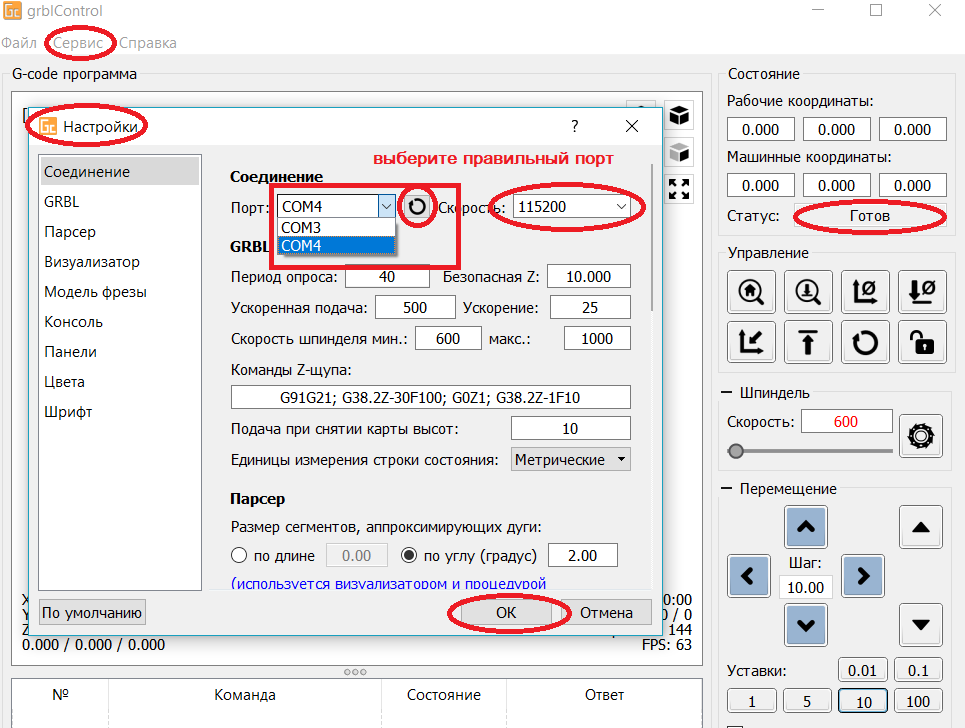
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
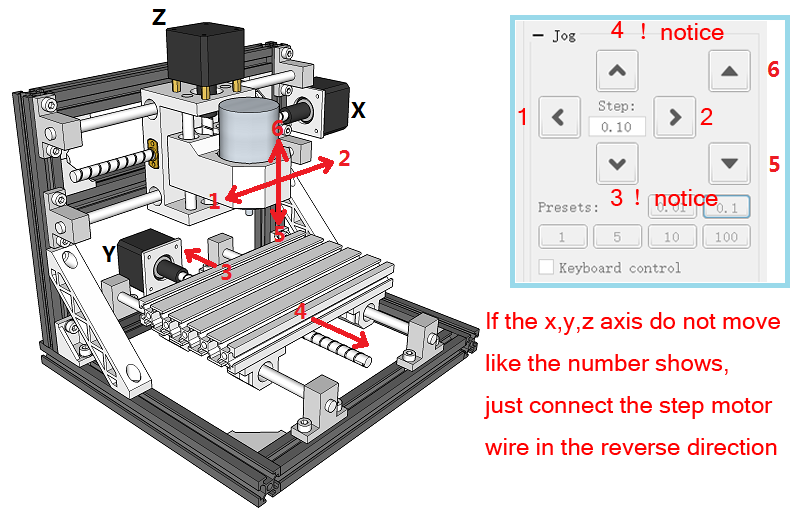
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
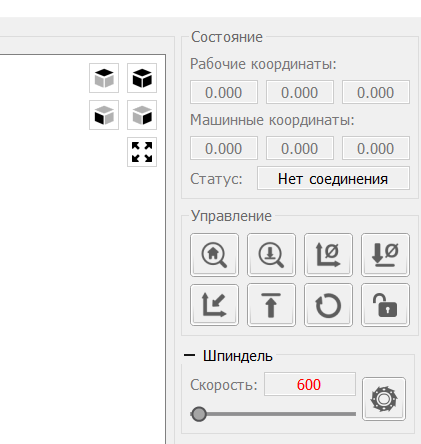
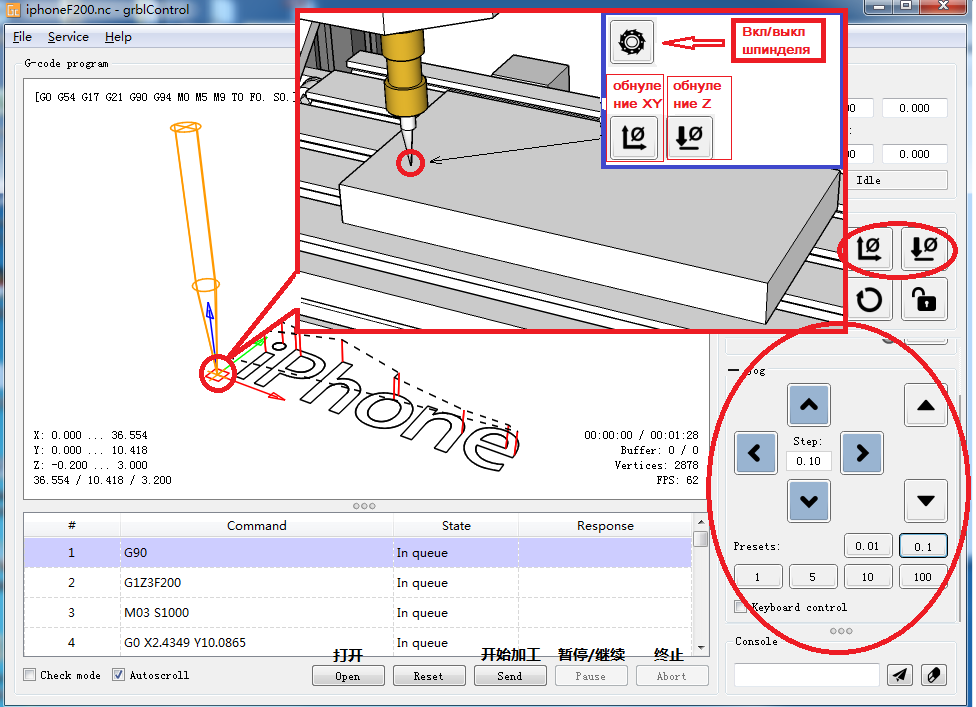
Как обнулить положение гравера:
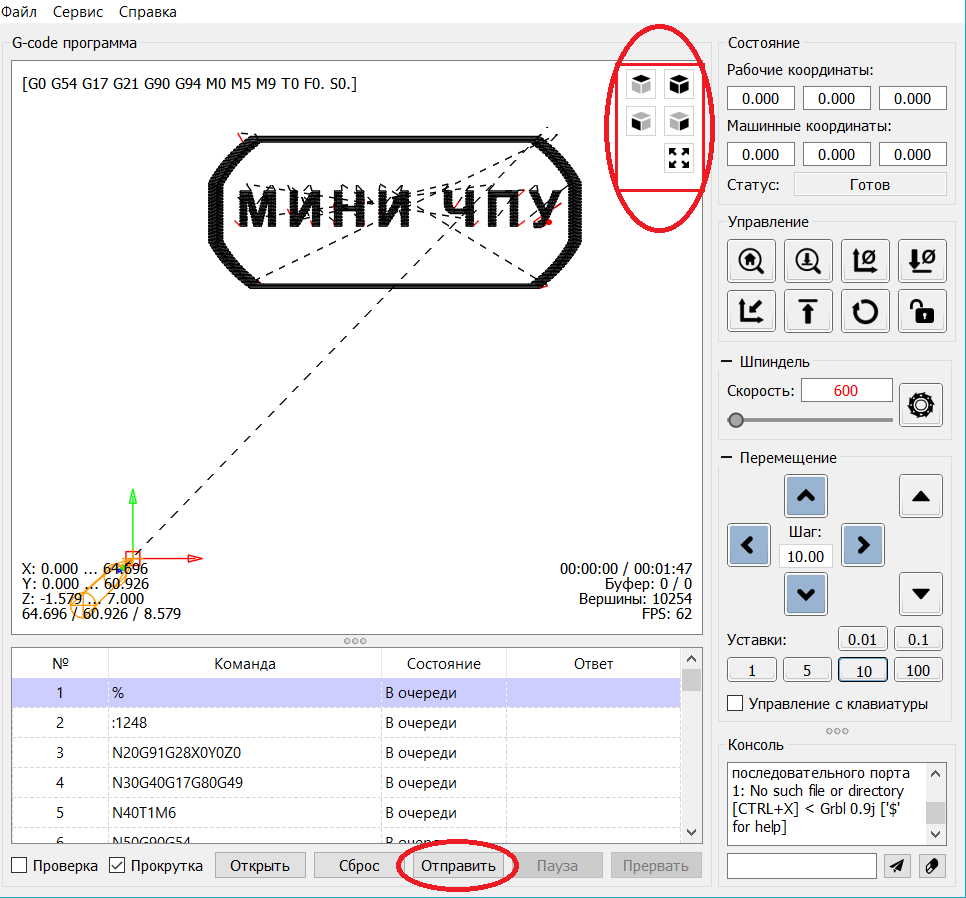
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z«.
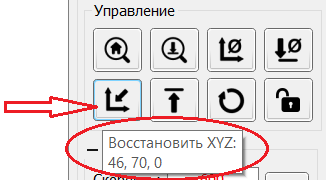
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ«.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
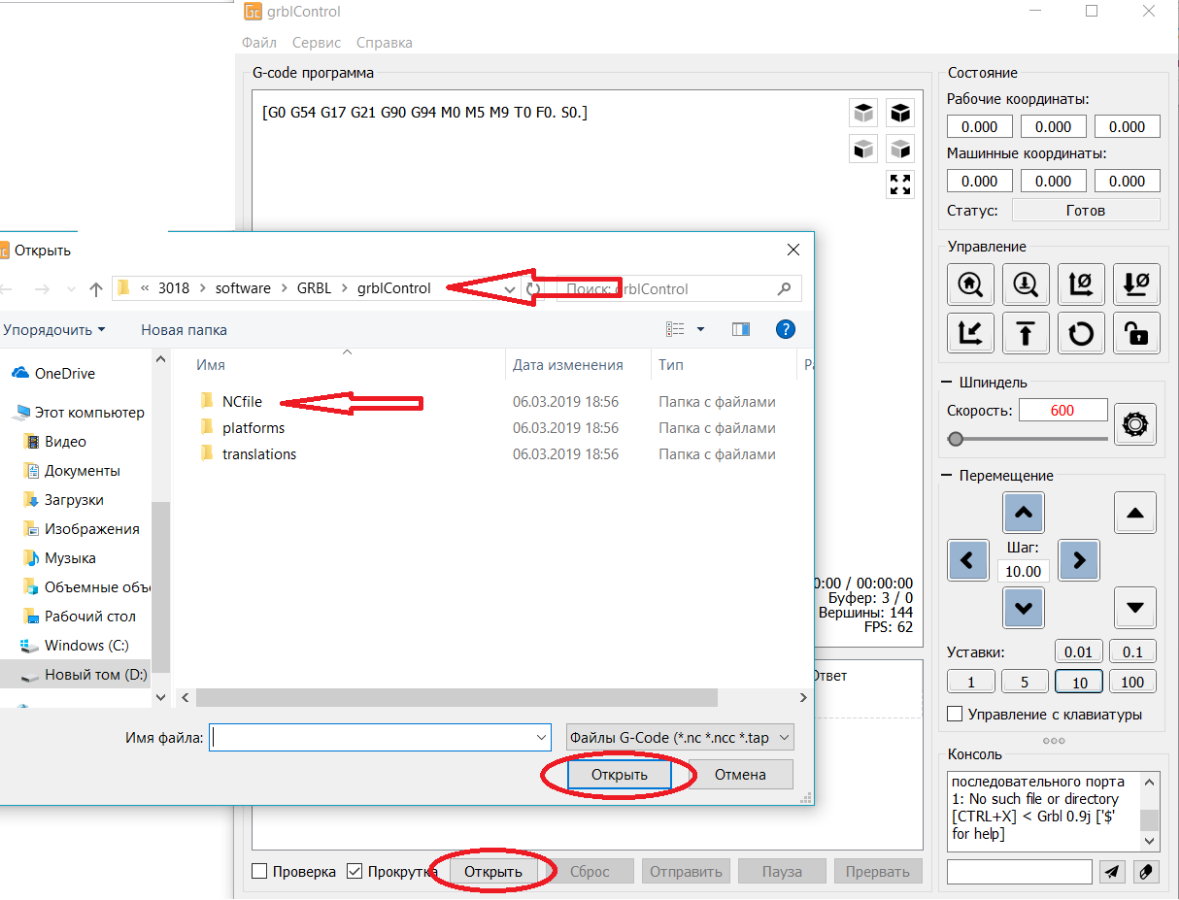
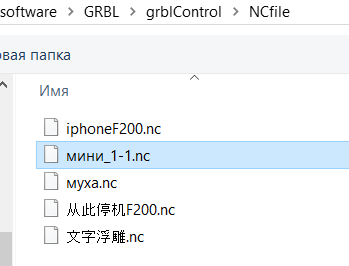
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru

- Manuals
- Brands
- CNC Manuals
- Industrial Equipment
- 3018-PRO
- User manual
-
Contents
Table of Contents -
Bookmarks
Quick Links
Related Manuals for CNC 3018-PRO
Summary of Contents for CNC 3018-PRO
-
Page 2: Table Of Contents
Contents Parts list························································· 1 Machine Installation·········································· 4 Grblcontrol···················································· 11 Getting Started··············································· 14 Lasergrbl······················································ 15 Offline controller·············································18 Common Problem············································21…
-
Page 3: Parts List
Parts list Serial Name Type Picture number working desk 15*180*300mm Aluminum 20*40*290mm Aluminum 20*20*290mm X Linear guide Φ10*360mm Y Linear guide Φ10*290mm X screw T8(365mm) Y screw T8(295mm) Bakelite Stepper motor 42*34mm Spindle 775ER\100w\8000rmp X Z-Parts Y-Axis slider 10mm…
-
Page 4
Y-Axis nut seat T8-4 Milling Cutter Φ3.175mm\20°\0.1mm Spindle wires 60mm Stepper wires 60mm Offline controller(Optional) Power Supply 24V\5A Control Board USB Cable 1.5m Plate Clamp Winding Tube U Disk Allen Wrench 2.5mm… -
Page 5
Bolt M5*10mm M5*16mm M4*14mm Copper Nut T Nut M5*20 Slider Nut M5*30 Spring 0.8*12*30mm Coupling& Set Screw 5*8mm ER Wrench 13*87*2mm 17*88*2mm Brush Rolled Strip… -
Page 6: Machine Installation
Machine Installation Bakelite: STEP1 Base Installation…
-
Page 7
Step2 Table Installation Note: First fix one end of the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the aluminum profile Completed… -
Page 8
Step3 Base & Bakelite-C Installation Note: the distance between Bakelite-C and 2040 aluminum profile is 37.5mm, and Bakelite-C should be kept at 90° from the bottom Tips: First put the T-nut in the gap of 4040 aluminum profile, corresponding to the hole, and then tighten the screw Completed… -
Page 9
Step4 X-Z Axis Assembly Installation Note: 1. First fix the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the bakelite-C. 2. First fully insert the spring and brass nut into the Z-X axis assembly, and then tighten the X screw. Step5 Bakelite-D Installation… -
Page 10
Completed Step6 Spindle Installation… -
Page 11
Note: The screw M4*30mm here requires a 3mm hexagon wrench. When connecting the spindle motor cable, observe the direction of spindle rotation and turn clockwise to indicate that the connection is correct. Otherwise, change the connection position. Step7 Control Board Installation Note: only need to fix the screws in the upper row… -
Page 12
Step8 Wiring Diagram… -
Page 13: Grblcontrol
Grblcontrol 1 、Install the driver(software->Drive->CH340SER.exe) Note: You need to exit the anti-virus software before installing the driver 2、Determine your Machine’s COM port: Windows XP: Right click on «My Computer», select «Properties», select «Device Manager». Windows 7: Click «Start» -> Right click «Computer» -> Select «Device Manager» -> «Ports (COM & …
-
Page 14
3、Open GrblControl software(software -> Grblcontrol -> grblControl.exe) Tips: Right-click «Send to», select «Desktop Shortcut», and then you can open it directly on the desktop. ●Console window print ” [CTRL+X] < Grbl 1.1f [‘$’ for help]” If the connection is successful. ●Console window print ”… -
Page 15
Grblcontrol Use Toll setting Note: When performing knife setting, when the moving knife just touches the object, click «Zero xy» and… -
Page 16: Getting Started
«Zero z», and finally click «Send». Getting Started After the machine is assembled, you can perform basic machine tests. The following is the recommended start up sequence for the system: 1.Confirm that the USB cable of the control board is plugged into your computer, and then start the computer. 2.Start the Candle software and verify in the status window that no errors are displayed.
-
Page 17: Lasergrbl
Lasergrbl 1.Install lasergrbl software: Before installing the software, we have to install the CH340SER driver on the computer , Then use the USB cable to connect to the computer (don’t plug it offline), open the Lasergrbl software (laser->Lasergrbl) and install ●…
-
Page 18
3.RASTER IMAGE IMPORT Raster import allows you to load an image of any kind in LaserGRBL and turn it GCode instructions without the need of other software. LaserGRBL supports photos, clip art, pencil drawings, logos, icons and try to do the best with any kind of image. It can be recalled from “File, Open File”… -
Page 19
Click this button to start if use the computer control. Notice: speed and S value are different with material,it is recommended that the speed of engraving mode is 500~1000, the power is 500~800, the speed of cutting mode is 50~300, and the power is 900~1000. Tips: Enter «$32=1 in the control window ,It can be set to M4 laser mode for better engraving effect. -
Page 20: Offline Controller
Offline controller 1.Connect offline controller to computer via USB cable( can not connect offline controller line Note: Use USB cable to transfer files, don’t insert SD card into card reader to transfer, it is easy to crash. 2.Copy the NC file to offline controller…
-
Page 21
3.Offline control connected to the control board Note: When using offline controller, you need to unplug the USB cable from the computer, because offline and computer cannot be used together. 4.Press the [X+/X-/Y+/Y-/Z+/Z-] key to move the spindle to the machine origin (tool setting method: the cutter just touches the object, press the [Exit] key), select the engraving file and click [ok ] Key to start carving… -
Page 22
B. Ctrl Page C. File Page… -
Page 23: Common Problem
Support Gcode files of nc, ncc, ngc, tap, txt 2.What file formats does the Lasergrbl software support? Support nc, cnc, tap, gcode, ngc, bmp, png, jpg, gif, svg 3.What should I do if the control board cannot be connected? Exit the software, unplug the wire, and reconnect it. Or update the firmware.
На чтение 15 мин. Опубликовано
Содержание
- Станок CNC — Инструкция по эксплуатации
- Самодельный ЧПУ станок
- Разделы сайта
- Интересное предложение
- Лучшее
- Статистика
- Характеристики ЧПУ гравера 3018
- Распаковка и внешний вид
- Программное обеспечение
- Решение дополнительных проблем, которые не сразу бросаются в глаза
Станок CNC — Инструкция по эксплуатации
CNC инструкция по эксплуатации
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH 340 SER (путь- / driver /).
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем INSTALL , драйвер устанавливается, и появляется окно, что успешно установлен ( Driver install success !), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
3. Раскройте контрольную программу grblControl . exe , чтобы соединить станок и выбрать правильный порт :
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB ).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
В консоле (внизу): Соединение успешно установлено : [ CTRL + X ] Grbl 0.9 j [‘$’ for help ]
4. Проверить направление оси XYZ :
Если ось x , y , z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y ), затем опустите фрезу по оси Z . Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY » и «Обнулить Z «.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ «.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl .
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки » NCfile » готовый файл (с расширением *. nc ), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *. nc .
3) потом файл открывают управляющей программой « grblControl . exe » и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Источник
Самодельный ЧПУ станок
Разделы сайта
Интересное предложение

Лучшее
Статистика



Всем привет! После того как наигрался с 3Д принтерами, начал засматриваться на ЧПУ станки и оказалось, что логика у них гораздо проще, чего не скажешь по существующим обзорам. Серьезно, первый принтер я собирал пол дня и несколько дней подкручивал, обозреваемый станок же запустил через несколько часов после вскрытия коробки. В данном обзоре постараюсь доказать, что с управлением сможет справиться каждый, разберем возможные проблемы и пути их решения, а так же посмотрим на результаты работы.
Характеристики ЧПУ гравера 3018

- Модель: Mini CNC3018
- Материал корпуса: Алюминиевый сплав
- Цвет: Серебристый
- Занимаемое пространство: около 340×160мм
- Рабочая зона: 340x160x40мм
- Вес: 7.5кг
- Программа для управления: GrblControl
- Поддерживаемые операционные системы: Windows XP SP3, Win7, Win8, Win10.
- Напряжение питания адаптера: 110-240В 50/60Гц
- Выход адаптера: 24В 4А
- Шаговые двигатели: 42 шага, 12В, 1.3A, 0.25Нм
- Двигатель шпинделя: 775(12-36В); 24В: 7000об/мин, 36В: 9000об/мин
- Вал двигателя: 5мм
Распаковка и внешний вид

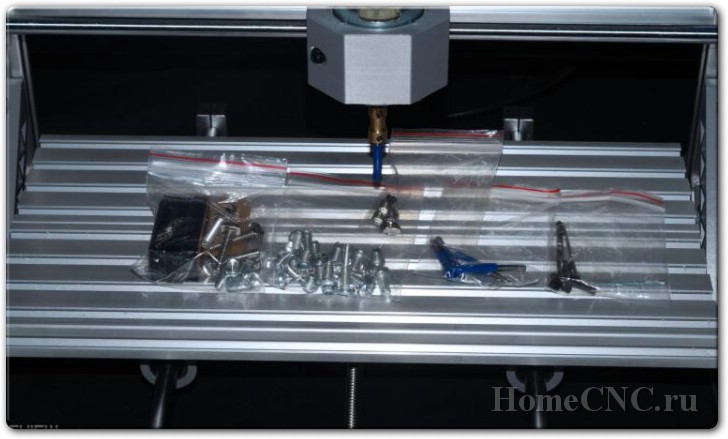
Верхняя часть прикрыта пенопластом
Под ней поролонка с вырезами, все комплектующие аккуратно разложены по своим местам


Высыпаем все на пол, берем отвертку
На самом деле это проще, чем нарисовать сову
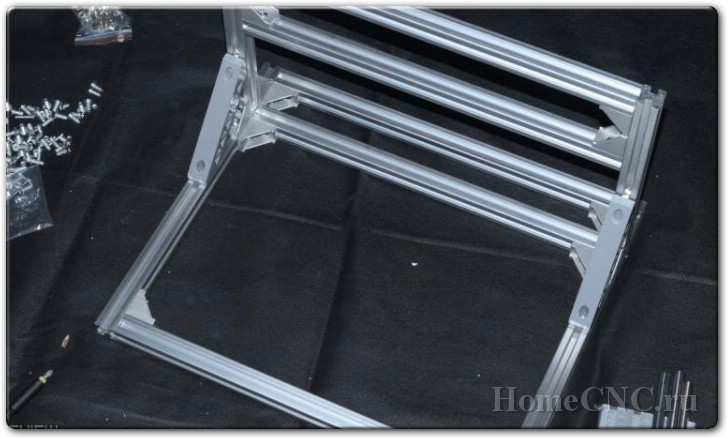
В комплекте есть подробная инструкция, но даже без нее сложно собрать конструкцию иначе, т.к. профиля всего три размера, при чем два из них представлены в двух экземплярах. Хотя наверное все же стоит приложить подробное видео сборки
Когда будете фиксировать плату, обратите внимание, что в левом нижнем углу под гайкой окажутся две дорожки и если переусердствовать, можно их закоротить. Чтобы этого не произошло, используйте пятую пластиковую шайбочку из комплекта, она не запасная.

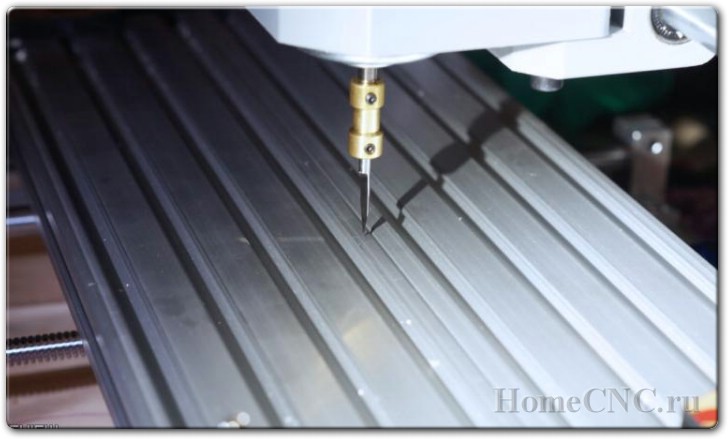
Во время сборки механизма оси X я зафиксировал одну из комплектных фрез и опустил каретку практически впритык к поверхности стола. Так удобнее работать с тонким материалом, но можно так не извращаться, главное чтобы при полном опускании шпинделя фреза не начинала ковырять стол, т.к. это чревато последствиями.
Вот что у меня осталось в итоге после полной сборки, если у Вас деталей больше, проверьте все ли на месте
Фрезы с разными маркировками, но на вид идентичны

Кстати, занятные акриловые фиксаторы, я зажимал ими заготовки до 20мм высотой

Программное обеспечение
На странице лота есть ссылка со всем необходимым для начала
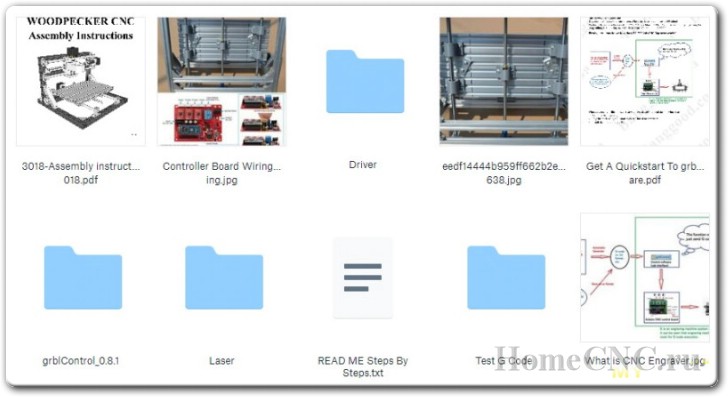
Основой является grblControl_0.8.1, эта программа представляет из себя панель управления станком и именно она дает команды узлам станка. Это как Repetier без модулей для слайсинга в 3д печати
Тем не менее мы уже можем провести первый тест, т.к. в архиве есть уже готовые шаблоны
Выбираем нужный, с помощью кнопок панели управления подводим кончик фрезы к нулевой точке, то есть в нижний левый угол заготовки с касанием поверхности и обнуляем координаты по осям X,Y и Z, после чего нажимаем кнопку отправить.
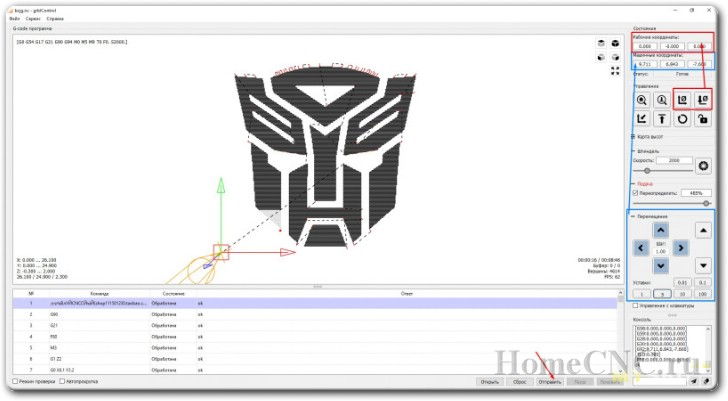
Процесс пошел, но как-то не правильно. Проход зеркальный и вместо поднятия фрезы станок ее утапливает

Хорошо, что я не оставлял большого запаса хода ниже поверхности стола
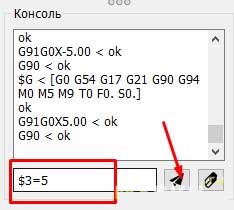
Судя по поведению, нам нужно инвертировать оси X и Z. В этом нет ничего сложного, не нужно перекидывать пины шаговиков или качать другой софт, достаточно откорректировать данные в памяти через консоль. За инверсию осей отвечает команда $3:
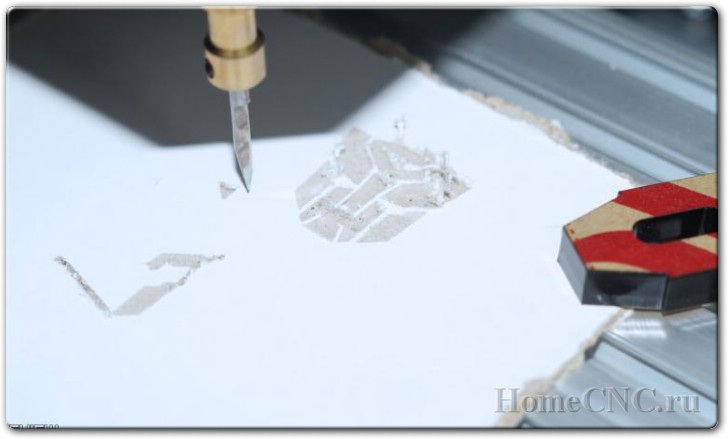
Сдвигаем шпиндель выше и правее, обнуляем рабочую область и отправляем в работу. Для теста на картонке сносно
Если удалось нацарапать тестовую модель, можно попробовать и самому чего-нибудь накидать
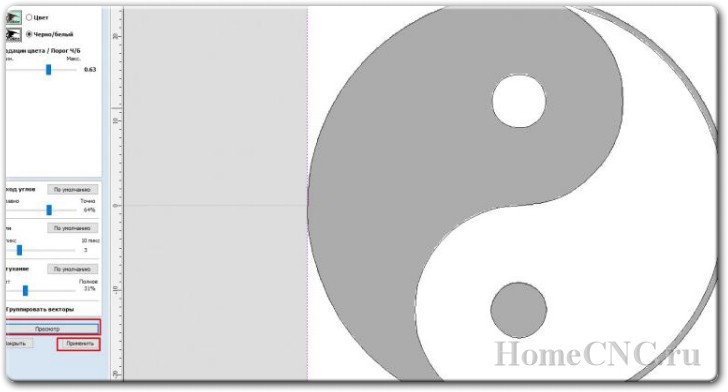
Для этого нам понадобится любой графический редактор, подойдет тот же Paint, главное чтобы рисунок или текст были монохромными. Рисунок нужно будет сохранить в формате BMP
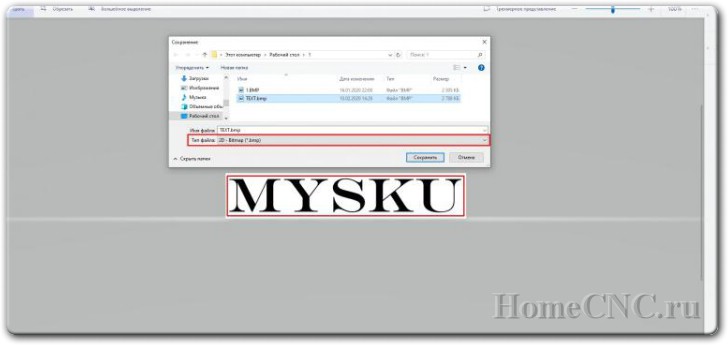
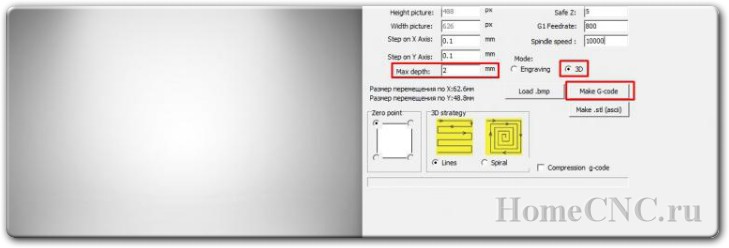
Далее скачиваем бесплатную программу StepCam , открываем нашу картинку, настраиваем основные параметры обработки, такие как скорость прохода и максимальная глубина, ждем пока заполнится полоса прогресса и сохраняем код соответствующей кнопкой
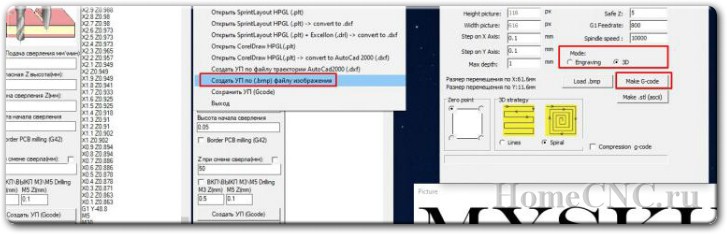
Подгружаем его в grblControl и получаем такой предварительный результат
Фон так же утапливает, но буквально на десятую миллиметра, так что можно до обнуления просто слегка приподнять гравер над поверхностью. Программа работает с любыми черно-белыми изображениями, но просчет занимает продолжительное время, например, на обработку данной надписи ушло около 10 минут. Хотя учитывая, что StepCam создавался исключительно для фрезеровки и рассверловки плат, результат неплохой.
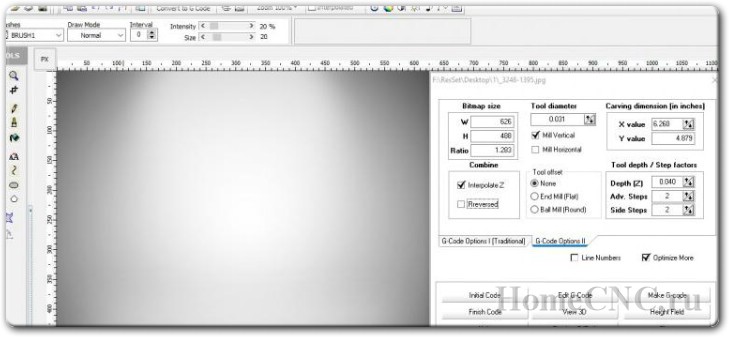
Есть другой вариант, Image to Gcode , которая работает по похожему принципу, но несколько быстрее и включает в себя полноценный редактор. Создаем рабочую область, пишем/рисуем, нажимаем «Конвертировать в G-Code», вносим параметры задания
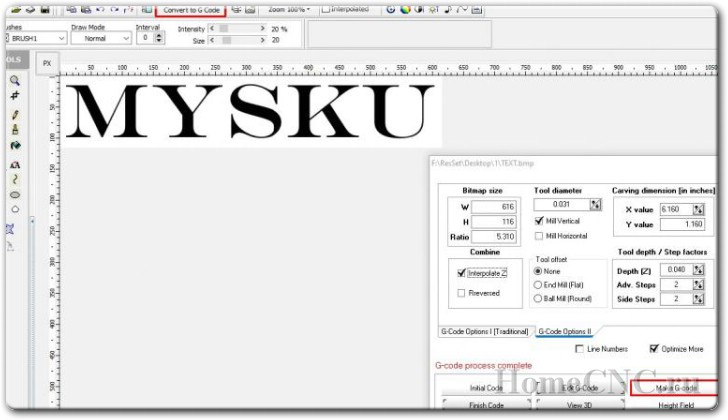
И получаем аналогичный результат за 10 секунд
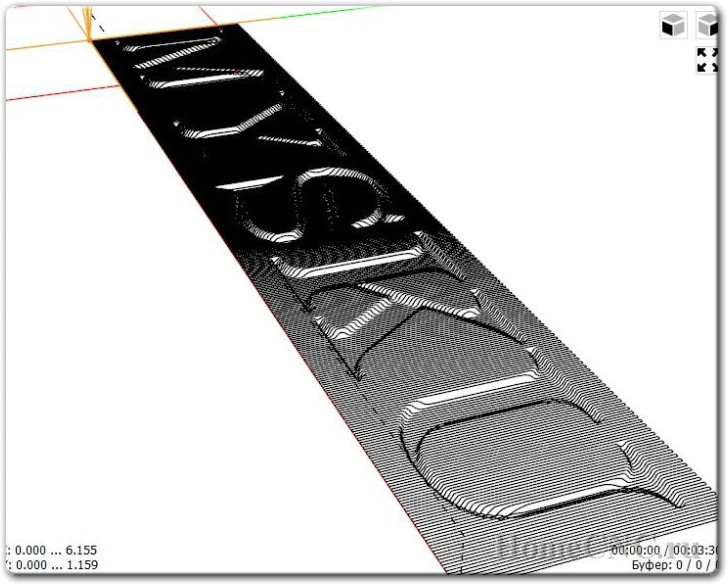
Обе программы строят карту высот по градации серого, где белый цвет это наивысшая точка, а черный низшая
Правда во второй все в дюймах, так что результат малость отличается
Но что в первом случае видно бугор по центру
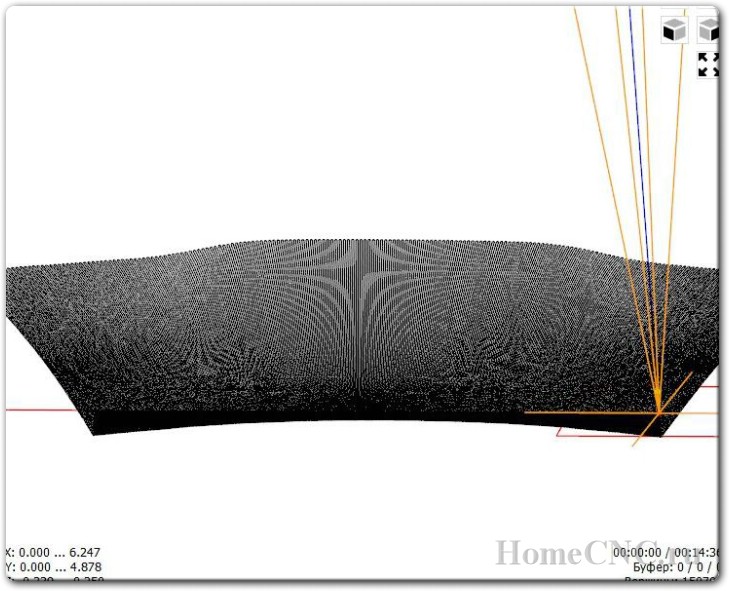
Что во втором. Ловил ракурс чтобы линии хоть немного начали отливать
Так что вот таким набором уже вполне можно работать
По крайней мере гравировка не будет доставлять каких-то проблем, а SepCam еще и со Spring Layout отлично работает(изначально под нее и делали).
Накидываем плату в программе, экспортируем пропил дорожек
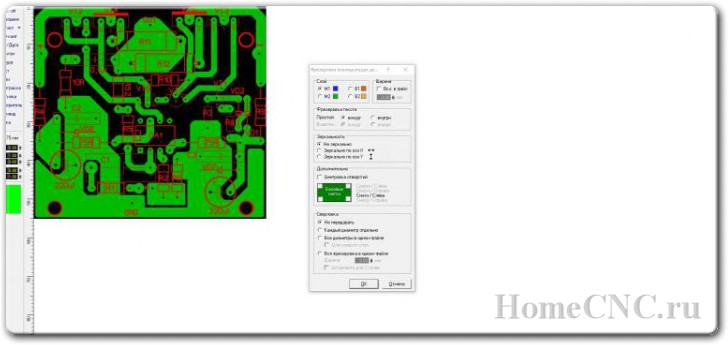
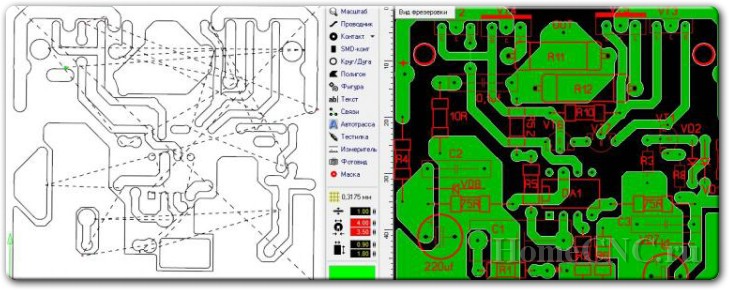
При желании можно выгрузить и рассверловку
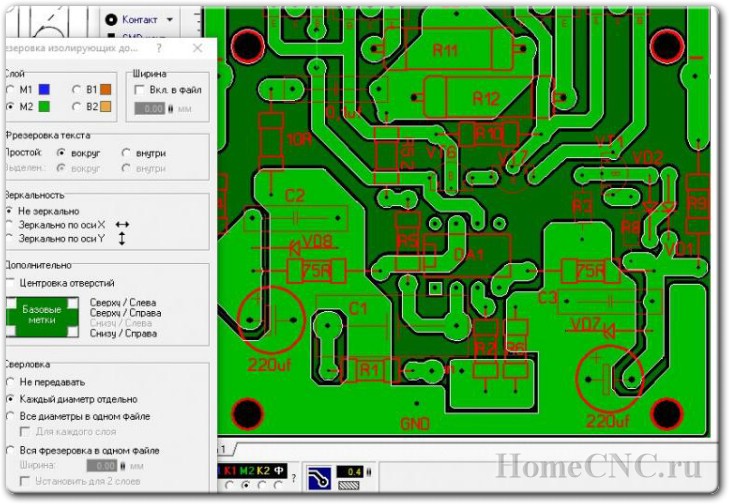
Открыть после фрезеровки данный файл, сменить инструмент и отправить в работу. Удобно, что после завершения задания текущие координаты и «нули» не сбрасываются, так что можно производить последующие манипуляции без повторной калибровки, разве что поправить ось Z если вторая фреза имеет другую длину.
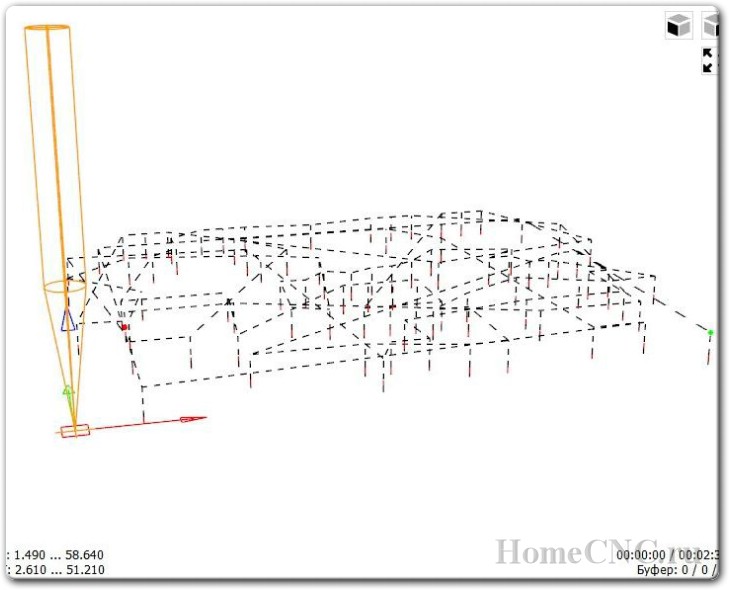
Image to Gcode умеет «выдавливать» черно-белые картинки по градациям серого, но правильно подготовить детальный рельеф довольно сложно. Настолько, что проще использовать более сложный софт.
Я остановился на Vectric Aspire . Программа сильно платная, но есть триальная версия, так что можно попробовать и подумать, надо оно вам или нет.
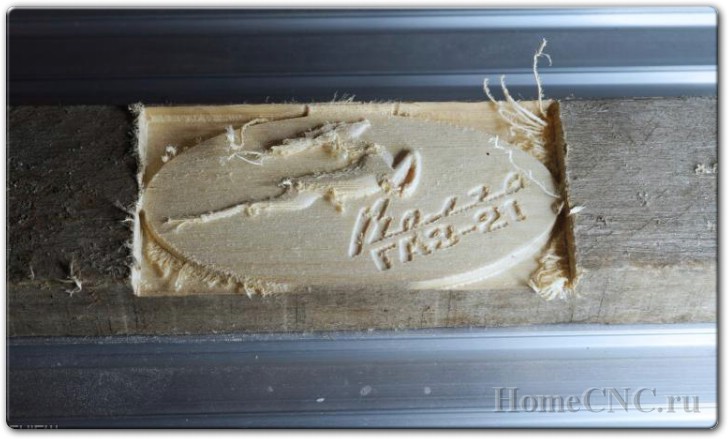
Вообще гравировка рисунка или надписи тут проще.
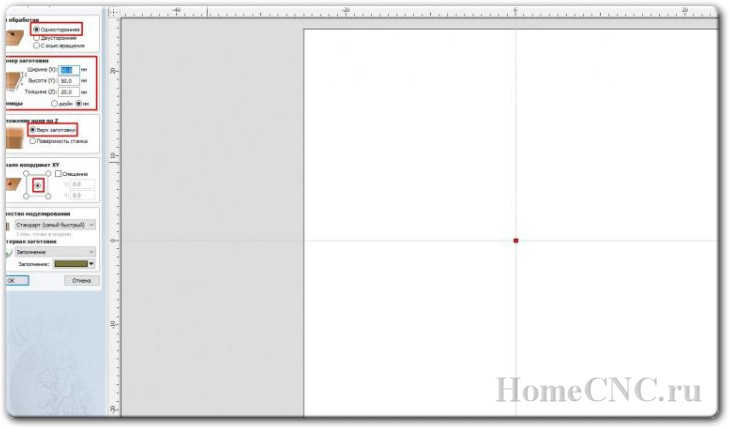
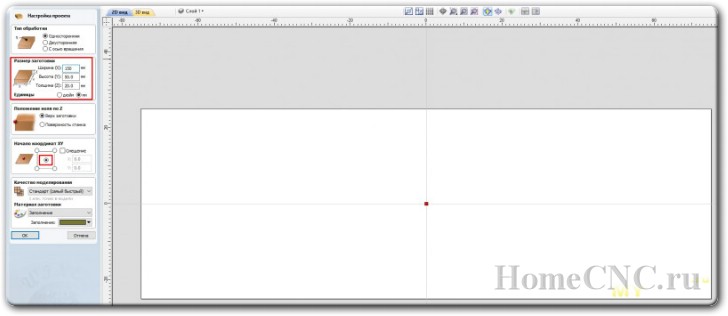
Для начала создаем проект, задаем размер нашей «болванки» и нулевую точку. Мне удобнее выставлять ее по центру, потом достаточно найти центр бруска и калибровать по нему
Перетаскиваем нужную нам картинку и нажимаем на векторизацию
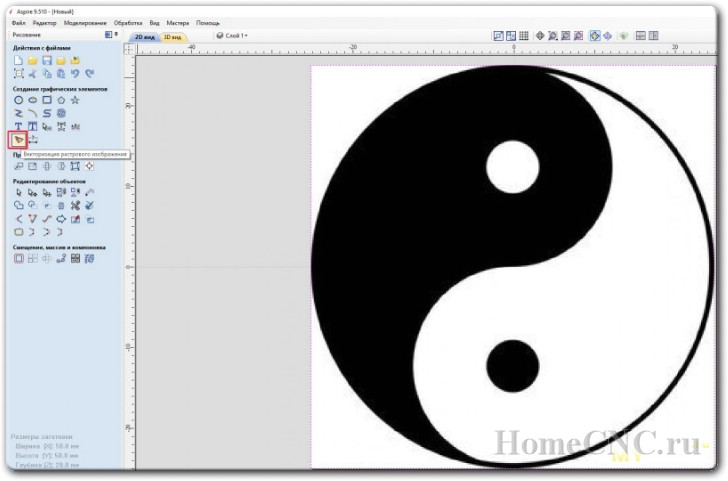
Подбираем параметры так, чтобы заполнились только нужные нам участки
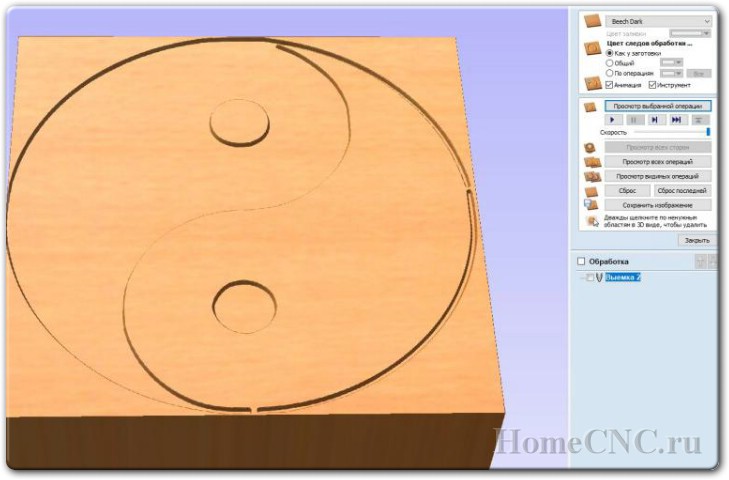
Готово, теперь нужно выбрать нужный тип обработки. Я пользуюсь чаще вот этими
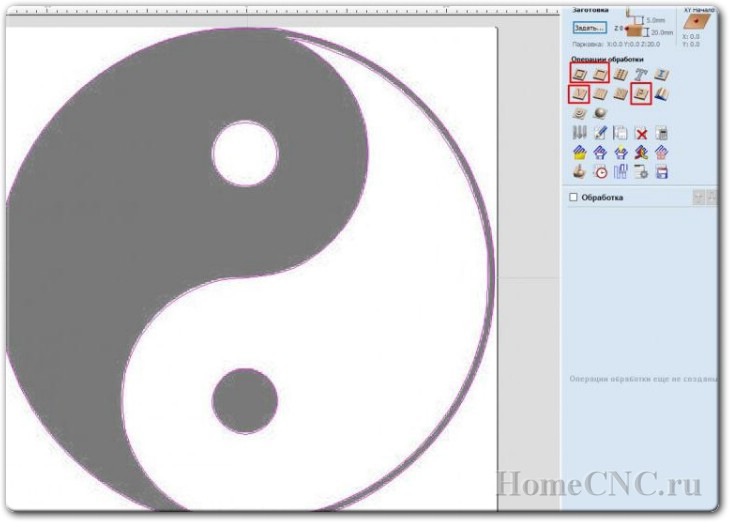
Первый тип: фрезеровка по контуру, внутреннее заполнение игнорируется, задаем нужную глубину, инструмент
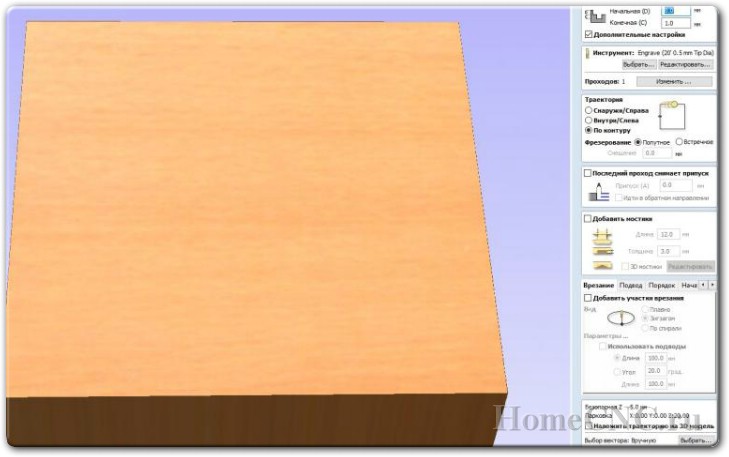
И получаем контур рисунка
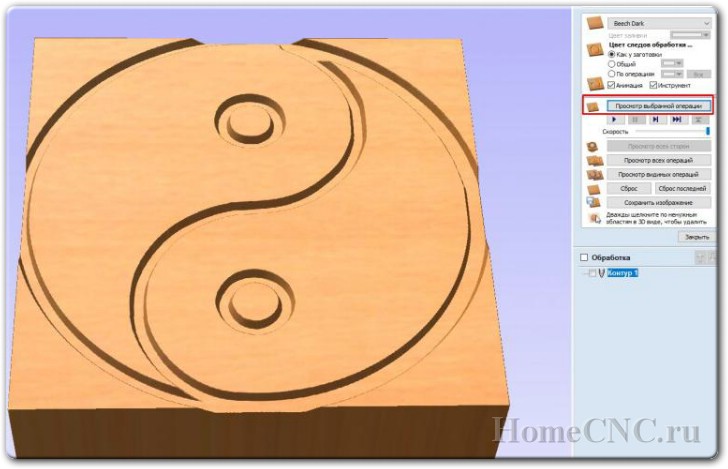
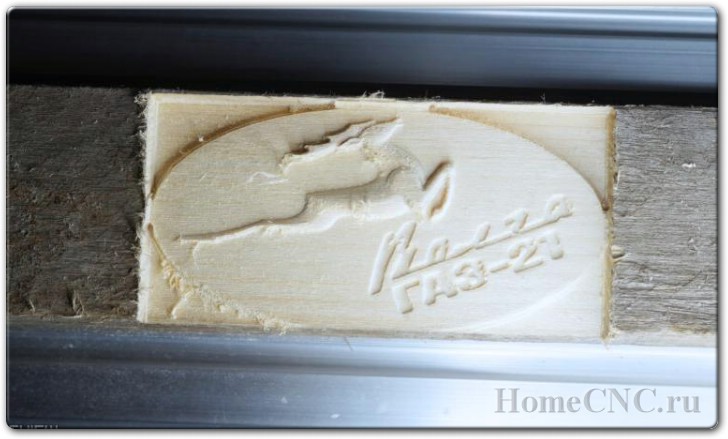
Далее фрезеровка выемки, настройки самую малость отличаются

В этом случае контур утапливается
Третий режим: Конус/Гравировка, в отличии от Выемки тут нельзя задать несколько проходов, все делается за один на указанную глубину, так что я использую его в основном для вырезания тонких заготовок

Результат похож на выемку при тех же параметрах
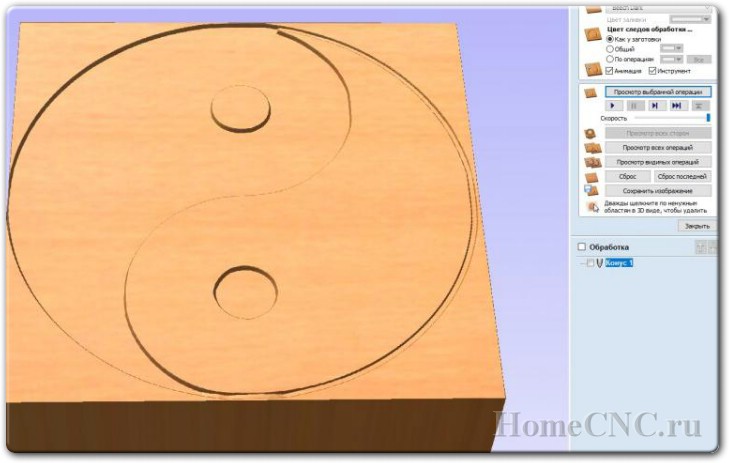
Ну и призма может пригодиться
Хотя картинка не очень удачная для примера
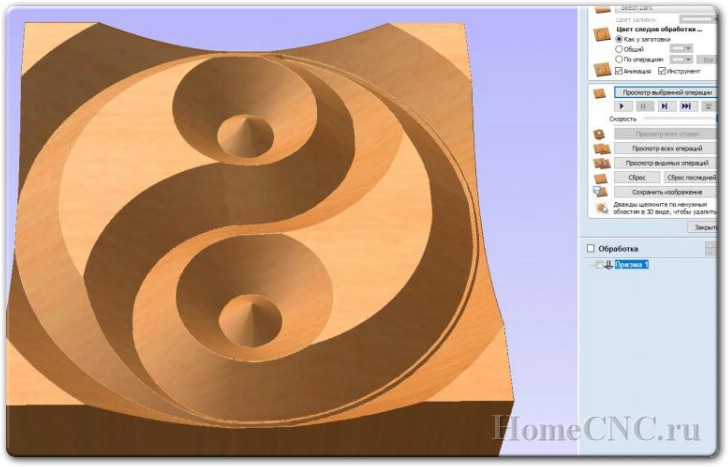
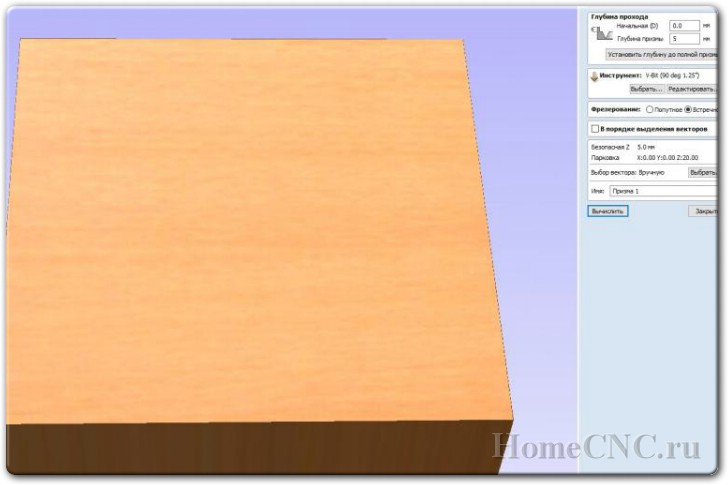
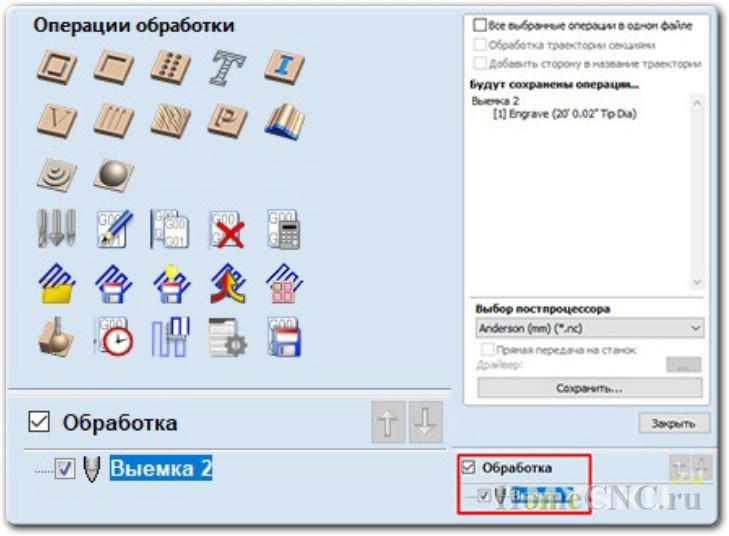
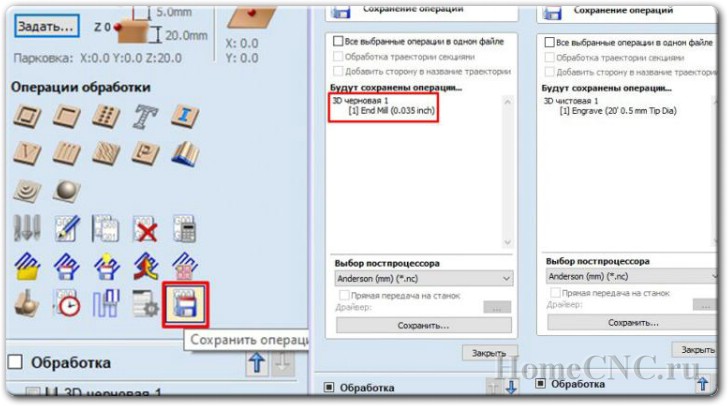
Захотел я сделать гравировку на алюминиевой поверхности. Если выбрать Конус/Гравировку, глубина будет небольшой, буквально десятая миллиметра, а вот фрезеровка выемки может легко выгрызать пол миллиметра за пять проходов по 0,1мм, на ней и остановился. Сделал надпись, выбрал инструмент, прогнал в визуализаторе
Сохранил шаблон. Кстати, с постпроцессорами так и не разобрался. Anderson работает вроде адекватно, но на всякий случай запускаю шпиндель вручную, т.к. после перезапуска задания пару кончиков обломал
Поставил концевую фрезу 0.8 мм и сломал ее, т.к. после дерева забыл снизить скорость подачи
Взял обломанную комплектную, кончик был как раз около 0.8мм, так что не пришлось ничего переделывать
Первая буква без проблем, скорость прохода 1мм/сек

Процесс занял часа полтора, но завершился успешно. Каша образовывалась из-за добавления смазки, но думаю это было лишним. Нагрузка на фрезу небольшая, нагрев не ощущался

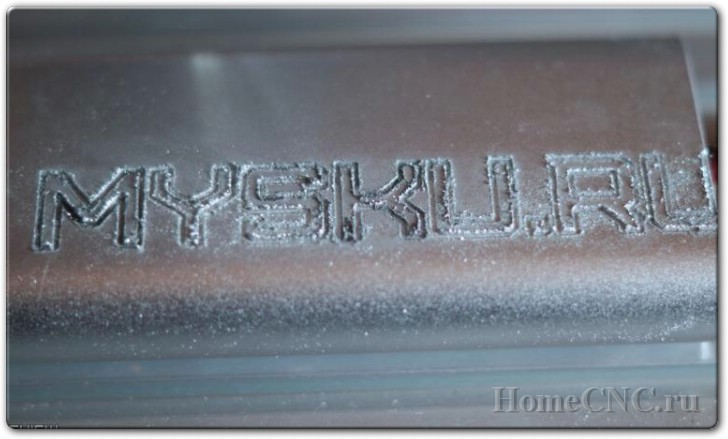
Протер наждачкой, чем несколько испортил вид поверхности. Мелкой не было.

Ну и тряпочкой прошелся по канавкам
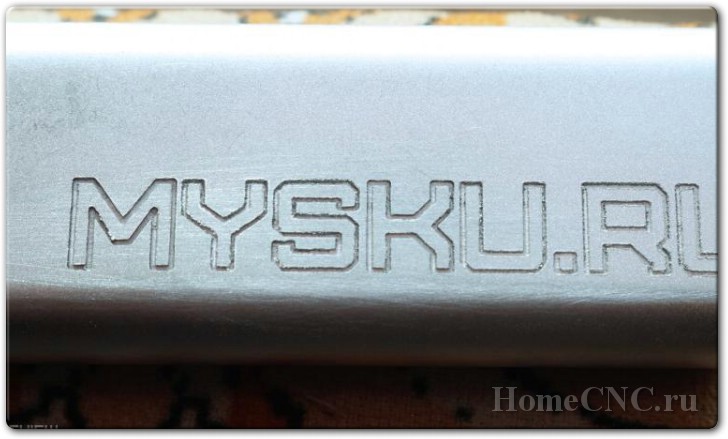
Да, последнюю букву срезало, т.к. нулевую точку во время теста поставил в нижнем левом углу и не рассчитал отступ.
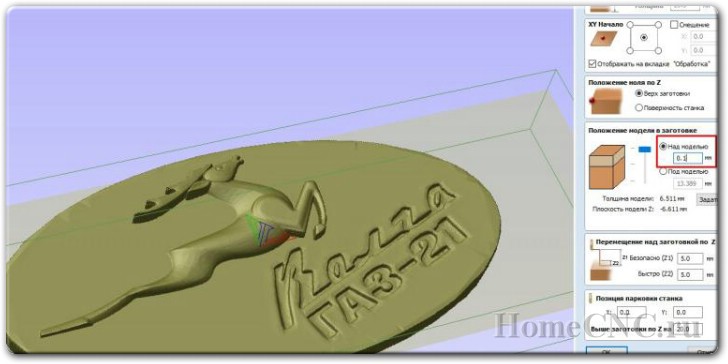
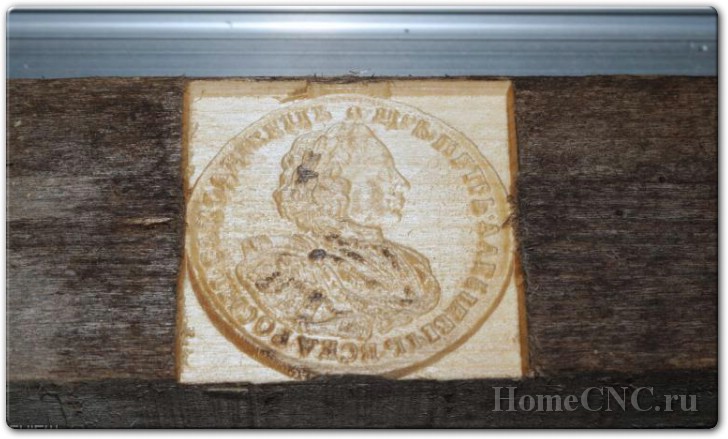
Так же Aspire умеет работать с STL моделями. Для этого создадим рабочую область
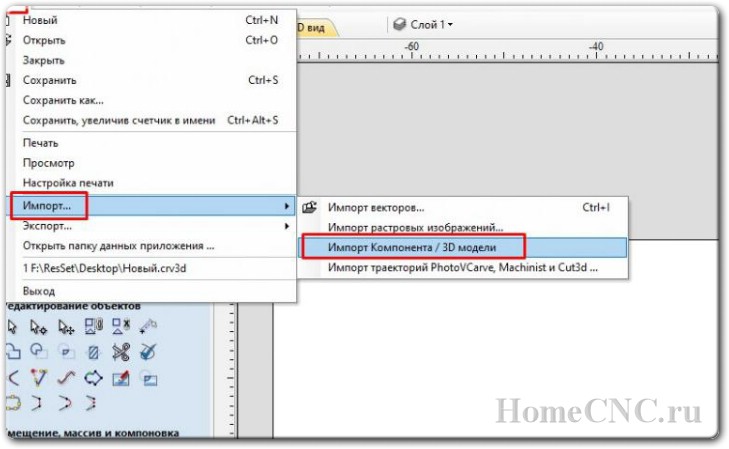
Заходим в Файл — Импорт — Компонента/3Д модели и выбираем STL файл
Подгоняем размеры модели под заготовку, центруем и смотрим чтобы не срезало чего нужного
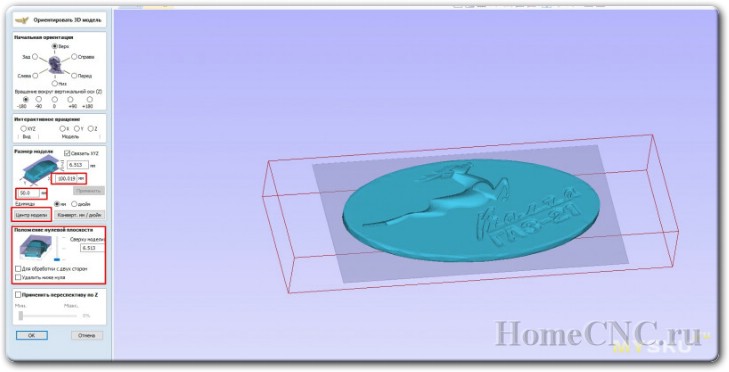
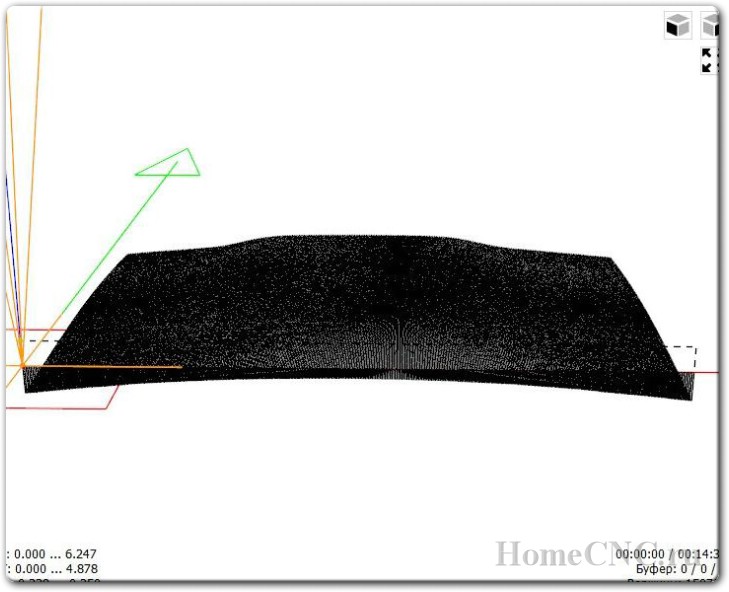
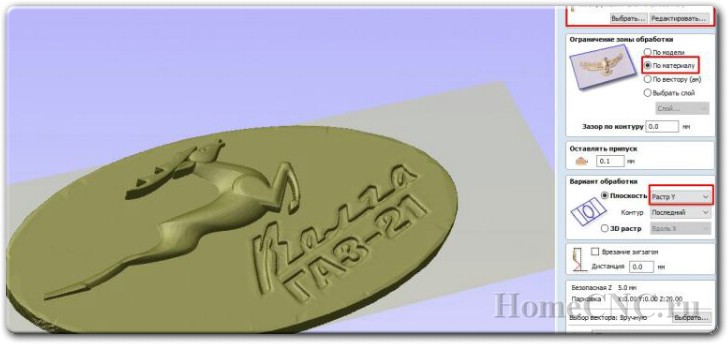
Используются другие обработки, черновая и чистовая. Первая позволяет быстро убрать лишний материал там, где не будет много деталей и заметно ускорить процесс. Если поверхность грубая, грязная или не ровная, можно утопить модель над поверхностью стола. Я использовал доску, которую нашел в сухом гараже, поэтому опустил только на 0,1 мм, думаю этого хватит
Далее выбираем инструмент, ограничение зоны по материалу, наклон растра
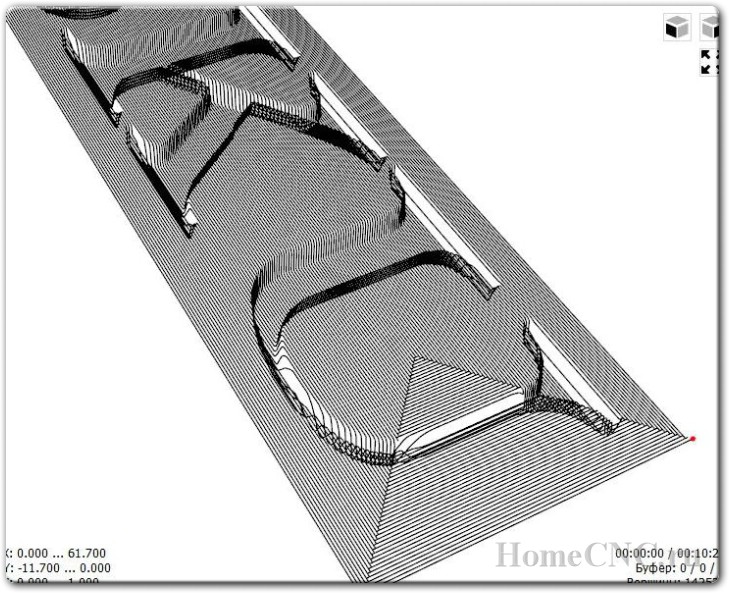
И просчитываем в визуализаторе
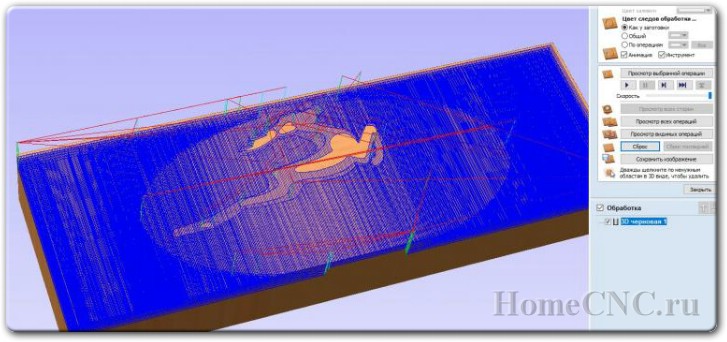
Потом то же самое проделываем для чистовой обработки. Выбираем мелкий гравер и путь обработки. Неплохо показала себя спираль, но иногда удобнее растр и тут тоже нужно следить за направлением, иначе можно получить много «кучеряшек». Обратите внимание, чистовая обработка всегда совершает один проход

Смотрим визуализатор, вроде все хорошо
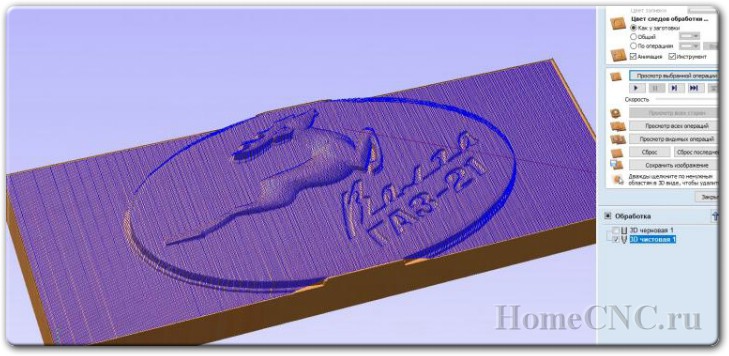
Сохраняем отдельно два файла под черновую и чистовую обработку, т.к. автоматической смены инструмента у нас нет
Закидываем в grblControl первый файл, калибруем нули осей в центре заготовки с касанием поверхности и отправляем задание в работу. При ускорении многие кадры смазались, но что поделать, размер гифок ограничен.
Далее чистовик с неправильно настроенным углом растра(0 градусов). Фреза оказалась короче предыдущей, так что пришлось повторно обнулить ось Z, тут главное не сбивать X с Y, иначе потом будет сложно поймать нужные координаты.
Чтобы не переделывать, подготовил шаблон с правильным углом как на скринах выше и обнулил ось Z еще на 0.1мм ниже, таким образом фреза просто сняла ворсистость практически не утапливая рельеф. Ну и раз углубление небольшое, можно хорошо так увеличить скорость прохода

Уже лучше, но 0,1мм оказалось местами маловато, так что нужно было брать чуть больше, ну или изначально правильно настраивать растр, чтобы потом не возиться
Можно сохранять черновую и чистовую обработку если не планируется смена инструмента.
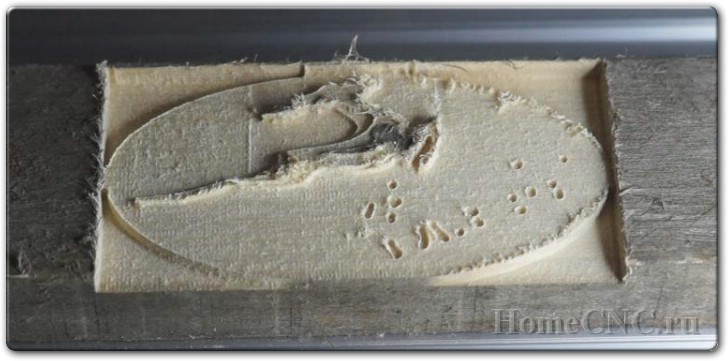
Это была первая обработка по модели, поэтому были допущены несколько ошибок:
— Растр черновика по оси X, из-за этого полезли волокна
— Не «утопил» модель, поэтому вершины оказались на поверхности и имеют не очень эстетичный вид
Ну и в чистовике была использована спиральная обработка. Квадратная, т.к. ориентируется на форму болванки

Облил «цапоном», но эффект конечно не тот, сосна вообще не лучший материал для украшательств
Кстати, недавно пришлось срочно восстанавливать работоспособность вентилятора. Корпус был неразборным, так что в качестве временного решения можно просверлить отверстие в двойной стенке и добавить смазки. С помощью станка получилось сделать это аккуратнее. Нарисовал окружность диаметром 5мм, углубление 0,5 мм
Три прохода и доступ к трущимся деталям получен, после внесения смазки(неплохо показала себя мобил для вентиляторов) можно использовать срезанные круги в качестве заглушек, сверху лепим стоковую наклейку. Установил вентилятор «вниз головой», подал питание и через пол часа он уже работал как новый.
Решение дополнительных проблем, которые не сразу бросаются в глаза
Недавно наткнулся на пропуск шагов двигателя по оси Х, модель была нарезана так, что частенько происходили длинные холостые перемещения на высокой скорости. Не заметить это было сложно, т.к. звук был как будто вал прокручивается на фиксаторах, сдирая ими слой металла )
Проблема решается так же как с инверсией осей, простой командой в консоль:
Так мы ограничиваем скорость холостого хода до приемлемой и о пропусках можно забыть
Даже если нет перемещений по оси Z, двигатель активен, чтобы зафиксировать текущее положение. С настройками по умолчанию он за час работы нагревался до 50 градусов, так же грелся драйвер до 60 градусов. Это не очень страшно, но все же хотелось бы малость их разгрузить. За удержания отвечает параметр $1(step idle delay, msec).
Выставил $1=20, стало намного лучше, при этом на работе это никак не отразилось, по крайней мере я не заметил

Ну и если Ваш станок ведет себя совсем неадекватно, вот все мои параметры, можете прописать себе:
Много информации пришлось выкинуть чтобы сократить материал, но надеюсь смог развеять сомнения насчет трудностей на старте, самым сложным для меня было разобраться в Aspire не переломав все комплектные фрезы. Большое спасибо AndyBig за помощь в освоении основ. Ну и всем, кто дочитал пост до конца.
Станок имеет право на жизнь. Да, алюминиевый профиль им быстро пилить не получится, но если правильно рассчитать скорость и глубину одного прохода, с люминькой можно работать(при скорости 1мм/сек и глубине 0,1мм за проход).
«Детских болячек» не так много и все исправляются за пару-тройку команд через консоль.
При желании можно докупить профиль, валы и расширить рабочую зону.
Комплектные фрезы довольно хрупкие и больше подходят для чистовой обработки мягкого материала, так что докупил набор End Mill «кукурузы» от DrillPro
Для черновой обработки или широких пропилов подходят отлично, правда самую мелкую сломал, когда на высокой скорости пустил резать алюминий (было в обзоре).
И одну 3мм от них же с титановым покрытием и другим строением лезвий, вроде такие должны лучше работать с твердым материалом


После принтера не хватает концевиков хотя бы по осям Х и У, которые могут защитить конструкцию от ошибок пользователя, но мощность двигателей не очень большая, так что сломать что-то кроме фрезы будет сложно, к тому же нулевая точка координат выбирается произвольно пользователем без привязки к какой-то области стола.
GrblControl перерос в более продвинутый Candle , но для работы необходимо прошивать контроллер, на что я пока не созрел.
Для тех кому лень было читать весь обзор, вот команды, которые нужно вбить в консоль после сборки:
Благодаря им двигатель и драйвер оси Z будут меньше греться, пропадет инверсия осей и сойдет на нет риск пропуска шагов при быстрых «холостых» перемещениях.
Если что-то забыл, поправляйте — добавлю
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Источник
-

НОВИНКА Инструкцией от offline controller(а) CNC 3018
Инструкция на новый тип платы, «бескомпьютерная»
- Lex Davidoff
- Обновлено:
-
НУЖНО ИНСТРУКЦИЯ ПО СБОРКЕ
Станка типа CNC3018
- Андрей
- Обновлено:
-
ПОЛЕЗНО Справочное руководство по CorelDRAW-2018 (рус.)
Справочное руководство на русском языке по CorelDRAW
- Андрей
- Обновлено:
-
ИНТЕРЕСНО 300 практических советов
Литература прошлого века
- Андрей
- Обновлено:
-
ИНТЕРЕСНО Знай и Умей
Для ценителей Советской литературы из рубрики Работы по дереву 1962 г.
- Дядя Вова
- Обновлено:
![]()
![]()
CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH340SER (путь- /driver/).
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
Появляется окно:
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z«.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ«.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru
На примере регулярных консультаций по сборке, настройке и запуску станков типа CNC3018
Я хотел бы создать небольшой мануал по быстрому подключению и запуску станка.
Пункт о сборке и механической настройки станка, я в данной теме конечно же хочу опустить, потому как во-первых если Вы читаете данное сообщение, то у Вас скорее всего станок уже собран.
Вы попробовали покрутить все валы руками, и я уверен, что все собрано хорошо и двигается и перемещается все оси без особых усилий. Но если вдруг есть какие то сомнения, то я настоятельно рекомендую смазать все валы. И не смотря на то, что бытует мнение «Кашу маслом…», нужно понимать что при работе станка и фрезы, летит много пыли, стружки и вообще остатков обрабатываемого материала, и поэтому не рекомендую излишне много применять смазку.
Теперь про самое интересное.
Подключение станка (платы) к Вашему компьютеру.
Если подключение прошло нормально и Вы смогли установить драйвера, которые шли к данному станку,

то Вы должны как минимум увидеть в «Диспетчере устройств», новое оборудование:

Если все так как на картинке, мы Вас поздравляем и плата обнаружена, кабель исправен, драйвера установлены.
Вам необходимо зайти в свойства данного устройства и в разделе параметры порта, выставить скорость обмена данными (бит в секунду) 115200

Я не буду тут расписывать общие правила, как зайти в раздел свойства оборудования, потому как если Вам необходим курс обучения по работе на компьютере, тут будет не про то.
Все!
Вы прошли первый, не сложный этап, это подключение платы станка к Вашему компьютеру.
Теперь мы проверим, что станок работает и откликается на все Ваши команды из специализированной программы по управлению станка, рассмотрим на примере фрезера.
К этому моменту Вы должны уже установить себе программу Candle или если у Вас версия прошивки отличная от версии 1.1 (к примеру 0.9) то использовать программу grblControl.
Все названные программы есть в разделе «РЕСУРСЫ» или «СПРАВОЧНИК»
Рассказывать нам про свои беды, что Вам не найти или не скачать данный софт – НЕ НУЖНО!
Если и не у нас на форуме, то в интернете полно мест, где можно скачать все эти программы.
Мы никогда не позиционировали себя как «эксклюзивные» поставщики, вышеназванного софта.
У нас много в «РЕСУРСАХ» собранного, и проверенного программного обеспечения и что важно файлов, но мы не техническая служба магазина, который продал Вам станок и отвечать за то, что у Вас нет программ НЕ МОЖЕМ (да и чего скрывать – НЕ ХОТИМ)
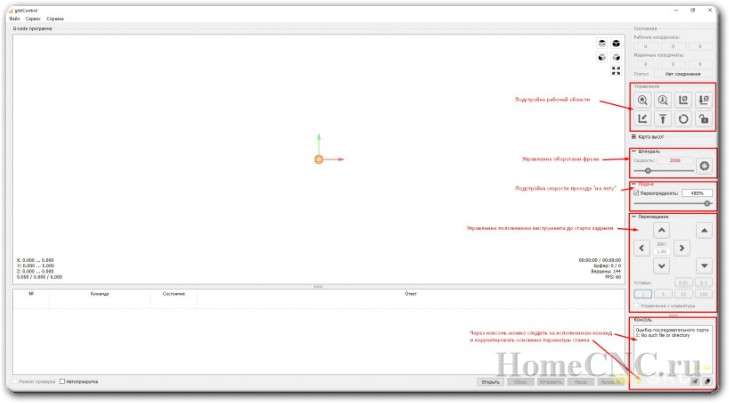
Итак Candle
Если у Вас все хорошо и Вы увидели в программе сообщение «ГОТОВ», тут же Вы можете посмотреть и убедиться про версию прошивки своей платы управления станком.

Если все так, то отлично и можно приступать пробе «пера», а вернее пробе гравера.
Это сделаем нежно и без особого фанатизма.
А вот если у вас нет сообщения, что станок готов, то Вам необходимо как минимум зайти в настройки программы Candle и проверить там, что все правильно выставлено в настройках подключаемого порта компьютера

Проверяем, выставляем правильно и снова пытаемся приступить к гравировке пробного файла на материале типа древесина или органическое стекло, потому что те граверы, что шли в комплекте со станком, едва ли качественно справятся с древесиной мягких пород.
Но для начала я бы Вам посоветовал подвигать осями станка через интерфейс уже управления программой Candle , чтобы убедиться в трех важных для начала вещах
- Все исправно работает и подключается
- Оси двигаются в правильном направлении, а не непонятно куда
- Оси перемещаются на ту величину, которую Вы им указываете.
Вы нажимаете и все двигается?

Органы управления станком позволяют перемещать оси на заданную величину «ШАГ» с заданной скоростью «ПОДАЧА»
Как показывает опыт, что стоковые варианты CNC3018 не позволяют перемещать оси со значением «ПОДАЧА» выше 2000.
Вернее было бы сказать что это сделать можно, но станок может при перемещении «захлебнуться» и «подклинить»
На холостом ходу Вы не пропустите этот эффект, а во время работы станка и выполнении каких то работ, данный момент просто сделает Вам брак и скорее всего испортит заготовку.
Поэтому подбирайте данное значение опытным путем и по Вашему варианту оборудования.
«ШАГ» это в буквальном смысле этого слова, в данном случае будет означать количество в миллиметрах, сколько ось должна переместиться по той или иной траектории.
Если все правильно и при значении «10» ось проезжает на 10 мм, то все у вас правильно, если же это не так, то Вам срочно пора изучать настройки и параметры $$
За конкретно данный параметр отвечают переменные $100 , $101 , $102
Про это все есть и на форуме и в справочнике, и Вам необходимо при желании немного изучить вопрос.
Ну и про правильность направления движения осей, что нажимая на кнопку вправо станок двигается вправо, нажимаем влево, станок перемещается влево, вверх-вверх, вниз-вниз…
И только с движением стола не так все однозначно.
При нажатии на Y- стол должен двигаться не НА ВАС, а от ВАС!
Вы в данном случае управляете не столом, а как бы инструментом и так как у нас с Вами не портальный станок, то движение данной оси должно быть именно таким.
Более подробно про это написано в статье нашего СПРАВОЧНИКА
И там же мы рассказываем, что делать, если у Вас не правильное направление по всем или по некоторым осям станка.
Где мы настоятельно НЕ РЕКОМЕНДУЕМ переставлять проводки в разъеме, а просто попробовать подобрать правильную константу переменной $3
Если у Вас что-то будет настроено не правильно в данном параметре, Вы это с легкостью поймете в следующем шаге, при попытке отгравировать первый свой пробный материал.
Вы добились, что Ваш станок двигается плавно, в правильном направление, на правильную величину.
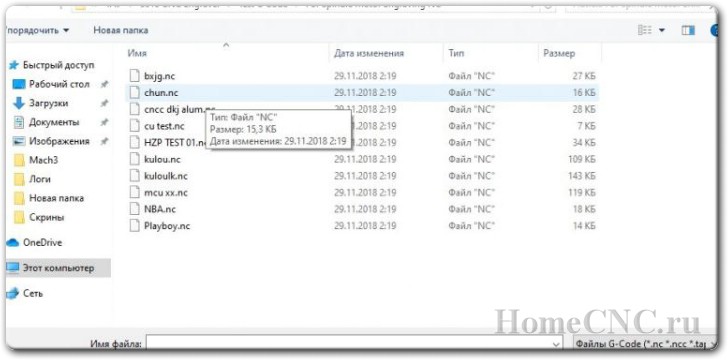
Теперь надо взять пробный файл, который поможет Вам отгравировать
Мы предлагаем использовать ВОТ ЭТОТ ФАЙЛ >>
Можете использовать любой другой, или создать свой собственный.
Загружаете пробный файл в программу

В нижнем, левом углу основного экрана программы, Вам будет доступная информация, с помощью которой Вы всегда сможете разобраться и подобрать необходимый материал (с его размерами)
По оси Х указано, что фреза будет перемещаться в обе стороны примерно по 50 ед. (-48 и 48), а по оси Y движение будет произведено по 7 ед (-7 и 7), эти значения можно принимать за геометрический размер и таким образом наша гравировка будет производиться в размерах примерно 100 мм на 15 мм
А вот значение по оси Z стоит как 0.08 мм (это очень легкая гравировка, чтобы вы смогли почувствовать работу станка)
Но так же в значении по оси Z есть величина 3, это безопасная высота на которую фреза будет подниматься при перемещении от точки до точки. Немного позже, я постараюсь описать процесс создания собственных УП (управляющих программ), где подробно расскажу как все эти параметры можно самостоятельно определять и назначать.
Берем материал и готовимся его «поцарапать»
Подобрав кусок доступного Вам материала (это может быть кусок доски, паркета или ламината или кусок органического стекла), с геометрическими размерами примерно 150 на 25 мм, вы закрепили его качественно на столе Вашего станка.
Закрепив также надежно Ваш инструмент, а именно в данном случае гравер из комплекта (0.1 мм 20Гр)
Вы перемещаете фрезу станка ровно на середину Вашей заготовки
После чего берете кусок бумаги (любой не нужной) и установив фрезу по центру заготовки со всех сторон медленно и аккуратно опускаете фрезу (шаг при опускании необходимо сперва снизить до 5, потом 1 и когда фреза будет находиться над материалом менее 1-2 мм, устанавливаете шаг оси 0.1) таким образом, чтобы она зажала данный кусок бумаги (стараясь не врезаться сильно гравером в материал), после чего нажимаете на кнопки обнуления всех осей

После чего значение «Рабочих координат» должно принять значение 0.000
Таким образом Вы указали станку, с какого места он начнет свою работу.
Справедливости ради, хочется отметить, что следует поднять ось Z на 0.1 вытащить кусок бумаги и два раза по 0.1 опустить фрезу по оси Z на величину 0.2 (таким образом Вы компенсируете толщину листа бумаги)
После чего еще раз нажать «ОБНУЛИТЬ Z»
Если этого не сделать и имея небольшие неровности в поверхности стола, заготовки, или просто погрешности сборки, у Вас могут быть пропуски при гравировке.
Но учитывая тот факт, что мы учимся, для нас это будет следующим этапом.
Если Вы все сделали правильно, то можно нажимать кнопку «ОТПРАВИТЬ» расположенную внизу интерфейса программы.

Учитывая, тот факт, что мы учимся и тренируемся, рекомендую быть готовым экстренно отключить станок, в случае если что-то пойдет не так.
Сделать это можно простым обесточиванием самого станка или нажатием кнопки «ПАУЗА», которая к сожалению срабатывает не моментально, поэтому самый эффективный всё-таки мгновенно обесточить станок. (дополнение от @vvv1234)
Ну и что получится?
Ну а если все сделали правильно и станок собран и настроен тоже правильно, то вы будете наблюдать, как Ваш станок сравнительно неспешно будет дважды двигаться по траектории вычерчивая линию за линией.
В итоге у вас должна получиться надпись с экрана, после чего фреза поднимется на безопасную высоту и закончит свою работу.
О процессе и расчетном времени Вы сможете увидеть в нижнем правом углу основного экрана программы.


станок чпу по дереву

Фрезерный станок Titoe CNC 3018Pro
Руководство пользователя
Сервисная команда Titoe
Команда обслуживания клиентов Titoe — это команда с большим опытом работы с ЧПУ. У нас строгие стандарты в области исследований и разработок, закупок, сборки, тестирования, использования и послепродажного обслуживания. Мы стремимся предоставить каждому клиенту отличные продукты и услуги.
Когда вы столкнетесь с проблемами при его использовании, вы можете надолго запутаться. Просто отправьте нам письмо по электронной почте, проблема может быть решена за 1-2 минуты. пожалуйста, не стесняйтесь обращаться к нам через сяохуа2018815@outlook.comМы ответим вам в течение часов 24.
Часть GRBL
В: В комплекте нет флешки, что делать?
О: Мы предоставляем электронную версию программного обеспечения на различных сетевых дисках, пожалуйста, свяжитесь с нами, чтобы получить ссылку для загрузки. https://shimom.s3.us-east2.amazonaws.com/Titoe/Titoe+CNC3018pro+Engraver+Machine.zip
В: Установка драйвера не удалась?
A: 1. Закройте и переустановите драйвер.
2. Закройте антивирусную программу и переустановите драйвер.
3.Если по-прежнему не работает, свяжитесь с нами, чтобы получить новый драйвер.
В: Установка Candle Software не удалась.
A: 1. Сначала убедитесь, что все соединения правильны и плата управления работает.
2. Выберите правильный порт. Щелкните правой кнопкой мыши My Computer-Manage-Manage Device-Port.
3. Печать окна консоли »[CTRL + X]
В: Grbl не может гравировать изображения.
A: Программное обеспечение GRBL и автономный контроллер совместимы только с G-кодами, такими как NC. fileс, ТХТ files и TAP fileс. Программное обеспечение laserGRBL совместимо с кодами G и изображениями. Используйте программное обеспечение, такое как ArtCAM, Inkscape, MeshCAM и MasterCam, для создания G-кода. Мы часто используем inkscape. Найдите «Inkscape» и посмотрите видео о том, как создавать G-коды на Youtube.
В: Одна из осей не движется? Ось X и ось Z в порядке, но ось Y не перемещается.
A: 1. Проверьте соединения; убедитесь, что он вставлен правильно.
2. Убедитесь, что ось не изгибается, повернув винт вручную (сначала отключите маршрутизатор).
3. Убедитесь, что установочные винты на муфте, соединяющей резьбовой стержень с шаговым двигателем, затянуты, а муфта не проскальзывает.
4. Если это не работает, поменяйте местами кабели двигателя оси X и двигателя оси Y. Если проблема перемещается по оси X, значит, проблема в микросхеме драйвера оси X. Плату управления следует заменить.
В: Я смог собрать машину, и все работало нормально, но потом в серединеampле резьбы машина потеряла связь. С тех пор я пробовал это на двух других компьютерах.
A: 1. Пожалуйста, проверьте, свободен ли USB-порт материнской платы.
2. Используйте автономный модуль управления для управления машиной.
3.Если он по-прежнему не работает, возможно, что прошивка материнской платы неисправна. Мы предлагаем вам обновить прошивку для материнской платы. Пожалуйста, свяжитесь с нами, чтобы получить руководство по обновлению материнской платы.
Партия Moudle
В: Модуль вообще не работает.
A: 1. Сначала убедитесь, что проводка правильная, посмотрев видео на странице Amazon.
2. Проверьте, успешно ли установлено программное обеспечение. Печать окна консоли «Grbl 1.1f [‘$’ для справки]» выполнена успешно.
3. Щелкните подачу, чтобы проверить, движется ли машина. Если беговая дорожка не становится зеленой, нажмите кнопку блокировки.
3. Введите M03 S100, чтобы проверить, загорится ли модуль. Если он включен, введите M05, чтобы закрыть и открыть тестовое изображение для гравировки. Если не может загореться. Введите $ 32 = 0, выключите программное обеспечение и перезапустите операцию.
4. Если по-прежнему не работает, обратитесь в службу поддержки клиентов за технической поддержкой.
В: модуль интенсивности не может ничего сжечь?
О: Посмотрите обучающее видео на Amazon, вы найдете его очень простым. Введите «M03 S100» в поле ввода, и модуль загорится, и поверните головку модуля, чтобы отрегулировать фокус до минимума. Откройте пробное изображение для гравировки.
Как отрегулировать мощность модуля? Регулируя скорость и значение S-max. Скорость 0-300 Скорость резки, подходит для резки тонкой бумаги и древесной стружки. 500-800 Идеальная скорость для гравировки. Можно вырезать поделку из бумаги, дерева, кожи (бумажник), бамбука.
S-max vaule (возьмите 7000 мВт в качестве примераampле)
1000 = 100% = 7000 мВт
500 = 50% = 3500 мВт
100 = 10% = 700 мВт
Если вы хотите, чтобы мощность гравера была 3000 мВт, 1000 * 3000/7000 = 425
В: Модуль гравирует лишние линии?
A: 1. Проверьте, может ли ваш XYZ нормально двигаться.
2. При использовании лазера материнская плата Grbl должна быть переведена в режим лазера, чтобы предотвратить это. Отправьте команду $ 32 = 1 из панели консоли. При замене двигателя шпинделя отправьте команду $ 32 = 0.
Если есть какие-либо проблемы при использовании нашего продукта,
пожалуйста, свяжитесь с нашей службой поддержки через
сяохуа2018815@outlook.com.
Titoe CNC ROUTER 3018 Pro — фрезерный станок с ЧПУ XNUMX Pro
Документы / Ресурсы
Рекомендации

2.amazonaws.com/Titoe/Titoe+CNC3018pro+Engraver+Machine.zip